Regeneration
What is wear?
Friction between the screw flights and the cylinder wall will cause abrasive wear. This effect will be reinforced by plastic additives such as fibre glass, pigments, flame retardants and other additives, whereby corrosive wear may occur.
Wear may lead to product defects and rejects up to costly disruptions in production. That is the reason why we recommend to check typical wear parts like e.g. the screw, the cylinder and the non-return valve (NRV) on a regular basis.
By means of measuring devices especially developed by Arenz we carry out the wear measurement at your site and we may let you know immediately the rate of wear.
Arnit-hard-facing material
The Arnit-hard-facing materials developed by us are wear- and corrosion resistant. According to the screw and cylinder base material used as well as to the plastic to be processed we use the Arnit-hard-facing material adjusted to your production process.
Advantages of regeneration
- cost savings of up to 50% compared to manufacture
- shorter delivery time
- and thus the machinery downtime reduced to a minimum
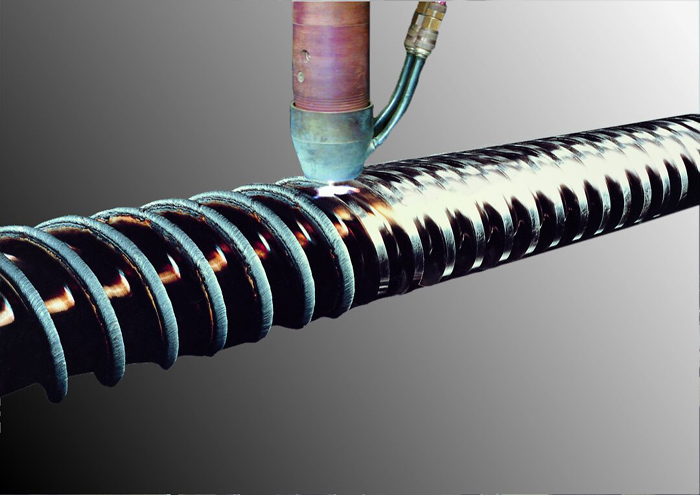
Screw regeneration
Procedure
The regeneration of screws is performed using all standard or extremely wear-resistant welding filler materials that we developed ourselves on a 7-axis controlled PTA welding plant.
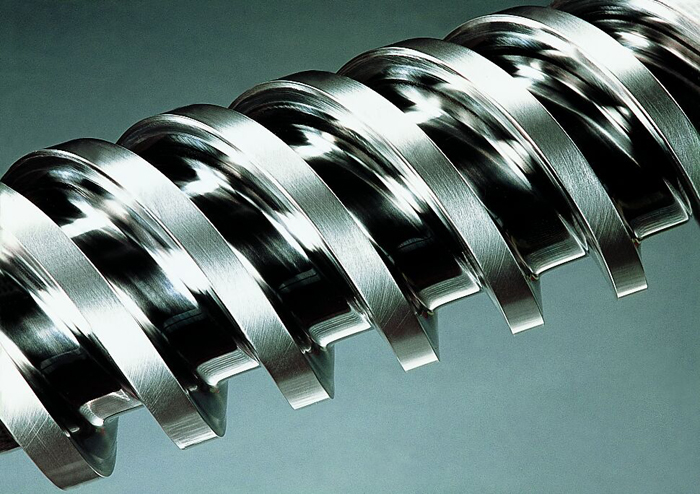
So that the screw does not only have the corresponding hardness on the screw flight but also in the core and at the flanges, the Arenz screws are nitraded or ionitrated to finished size after cylindrical grinding (depending on the base material used).
Summary:
Only in combination (Arnit-hard-facing material and nitriding/ionitriding) consistent wear protection during regeneration is ensured.
Cylinder regeneration
Cylinder regeneration options depend on the rate of wear.
After evaluating the measurement report the cylinder will be:
• Process 1
cylindrically honed and then hardened. Screw diameter, nozzle tip and non-return valve are adjusted to fit the cylinder bore.
• Process 2
unscrewed in the wear area. Then a bushing with original diameter is shrinked (note: this process depends on the plastic to be processed and the production process).
• Process 3 - Emergency repairs to bridge the machinery downtimes
cut off in the wear area and replaced by a completely new cylinder piece which is screw-fastened precisely and welded.
Non-return valves regeneration
Due to the diverse types of non-return valves special repair processes are used.
When carefully repairing a worn non-return valve it is important that the right material combination (hard-facing material and different base material hardness degrees) are used and that the front side sealing surfaces are flat and undamaged so that they are sealing at the mating surface free of gaps.
Technical design
Screw regeneration
- diameter up to 500 mm
- length up to 7,000 mm
Cylinder regeneration
- diameter
- outer up to 500 mm
- inner up to 300 mm
- length up to 7,000 mm
Non-return valves
- each design
Material
- depending on your production process we advise you on the optimum matching of material in order to guarantee the maximum wear protection.
| Item | Alloy | Hardness |
|---|---|---|
| Arnit 100 | cobalt-base | 50 - 60 HRC | Arnit 110 | cobalt-base | 38 - 45 HRC | Arnit 120 | cobalt-base | 41 - 48 HRC | Arnit 200 | Nickel-Basis | 51 - 54 HRC | Arnit 210 | nickel-base | 52 - 57 HRC | Arnit 300 | Iron-base | 56 - 62 HRC |