Regeneracja
Co to jest zużycie?
Z powodu tarcia między zwojem ślimaka i ścianką cylindra następuje zużycie erozyjne. Jest ono zwiększane przez dodatki w tworzywie sztucznym, jak włókno szklane, pigmenty barwiące, środki ogniochronne i inne dodatki modyfikujące, przez co może wystąpić zużycie korozyjne.
Zużycie może prowadzić do wad wyrobów, braków i do kosztownych zakłóceń w produkcji. Dlatego zalecamy regularne sprawdzanie typowych części podlegających zużyciu jak np. ślimaki, cylindry i blokady przepływu zwrotnego.
Za pomocą specjalnie przez Arenz opracowanych urządzeń pomiarowych przeprowadzamy na miejscu u Was pomiary zużycia i możemy Was niezwłocznie informować o stopniu zużycia.
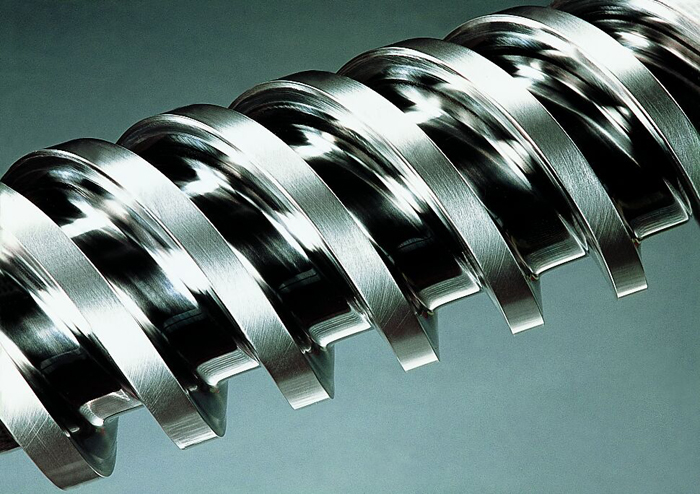
Materiały twarde Arnit
Opracowane przez nas materiały twarde Arnit są odporne na korozję i zużycie. W zależności od materiału podstawowego ślimaka i cylindra, jak również od przetwarzanego tworzywa sztucznego, stosujemy materiał twardy Arnit odpowiedni dla Waszego procesu przetwarzania.
Zalety regeneracji
- czmniejszenie kosztów do 50% w stosunku do wykonania nowego elementu
- krótszy czas dostawy
- przez to zredukowany do minimum czas przestoju maszyny
Regeneracja ślimaków
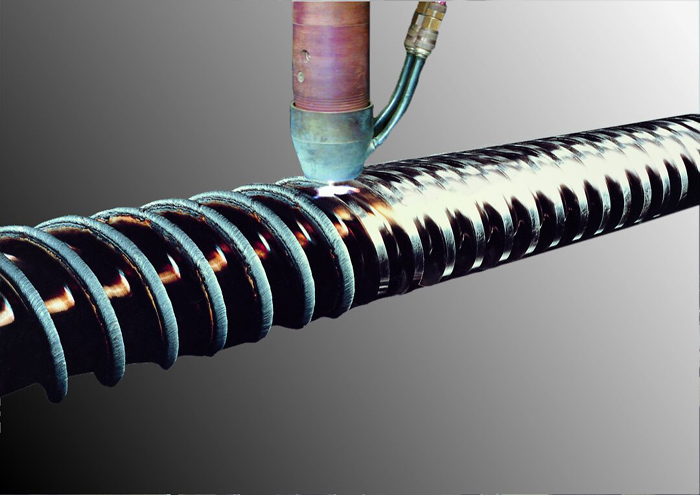
Metoda
Regeneracja ślimaków odbywa się za pomocą wszystkich dostępnych na rynku lub opracowanych samodzielnie przez nas bardzo odpornych na zużycie dodatkowych materiałów spawalniczych na spawarce PTA sterowanej w 7 osiach.
Aby ślimak posiadał odpowiednią twardość nie tylko na zwojach lecz także w rdzeniu i na bokach, ślimaki Arenz po oszlifowaniu na powierzchni walcowej na gotowy wymiar są azotowane lub azotowane elek-trolityczne (zależnie od materiału podstawowego).
Podsumowanie:
Tylko w połączeniu (materiał twardy Arnit i azotowanie/azotowanie elektrolityczne) jest zapewniona przy regeneracji ogólna ochrona przed zużyciem.
Regeneracji cylindrów
Możliwości regeneracji cylindrów zależą od stopnia zużycia.
Po analizie protokołu pomiarów cylinder jest:
• Metoda 1
chonowany przelotowo na powierzchni walcowej i następnie utwardzany. Średnica ślimaka, głowica dyszy i blokada przepływu wstecznego są wykonywane odpowiednio do otworu cylindra.
• Metoda 2
rozwiercany w miejscu zużycia. Następnie jest łączona skurczowo tuleja z oryginalną średnicą (uwaga: ta metoda zależy od przetwarzanego tworzywa sztucznego i procesu przetwarzania).
• Metoda 3 - Naprawy awaryjne w celu wyeliminowania czasów przestoju maszyny:
oddzielany w miejscu zużycia i zastępowany całkiem nowym odcinkiem cylindra, który jest dopasowany przez skręcenie i spawania.
Regeneracja blokad przepływu zwrotnego
Wobec różnych rodzajów blokad przepływ zwrotnego mają zastosowanie specjalne metody naprawy.
W starannej naprawie zużytej blokady przepływu zwrotnego jest istotne zastowanie prawidłowego skojarzenia materiałów (materiał twardy i różne twardości materiału podstawowego) i płaskość oraz brak uszkodzenia powierzchni uszczelniającej od strony czołowej tak, aby stanowiła szczelne połączenie z kojarzoną powierzchnią.
Wykonanie techniczne
Regeneracja ślimaka
- średnica do 500 mm
- długość do 7.000 mm
Regeneracja cylindra
- średnica
- zewnętrzna do 500 mm
- wewnętrzna do 300 mm
- długość do 7.000 mm
Blokady przepływu zwrotnego
- każda konstrukcja
Materiał
- w zależności od Waszego procesu produkcyjnego zalecamy Wam optymalne dobranie materiałów, aby zapewnić możliwie najlepszą ochronę przed zużyciem.
| Nazwa | Stop | Twardość |
|---|---|---|
| Arnit 100 | na bazie kobaltu | 50 - 60 HRC | Arnit 110 | na bazie kobaltu | 38 - 45 HRC | Arnit 120 | na bazie kobaltu | 41 - 48 HRC | Arnit 200 | na bazie niklu | 51 - 54 HRC | Arnit 210 | na bazie niklu | 52 - 57 HRC | Arnit 300 | na bazie żelaza | 56 - 62 HRC |